
Full Solution For Small Appliance Housing Injection Molds
——
Injection molding is one of the most common processing techniques in the home appliance industry. Through the injection molding process, molten plastic is injected into the mold cavity and cooled to form the required parts to achieve mass production of a variety of different types of home appliance parts to meet the growing market demand in the home appliance industry. Injection mold is to help the home appliance industry to complete the injection molding of the core tools, in the production process of small appliances injection mold quality directly affects the appearance of home appliance products, dimensional accuracy, structural strength and functional adaptability.
KRMOLD as one of the professional manufacturers of injection molds, we specialize in providing customized injection mold solutions for customers in various industries. In the small home appliance industry, KRMOLD injection molds are capable of designing and manufacturing various types of small home appliance products, helping customers in the home appliance industry to obtain long-term production benefits after adopting the injection molds made by KRMOLD and in the process of KRMOLD injection molds can help customers in the home appliance industry to gain long-term production benefits after adopting KRMOLD injection molds, and to improve their core competitiveness in terms of product quality and innovation.

Feature Of Small Home Appliance Injection Mold
——
Our advantage

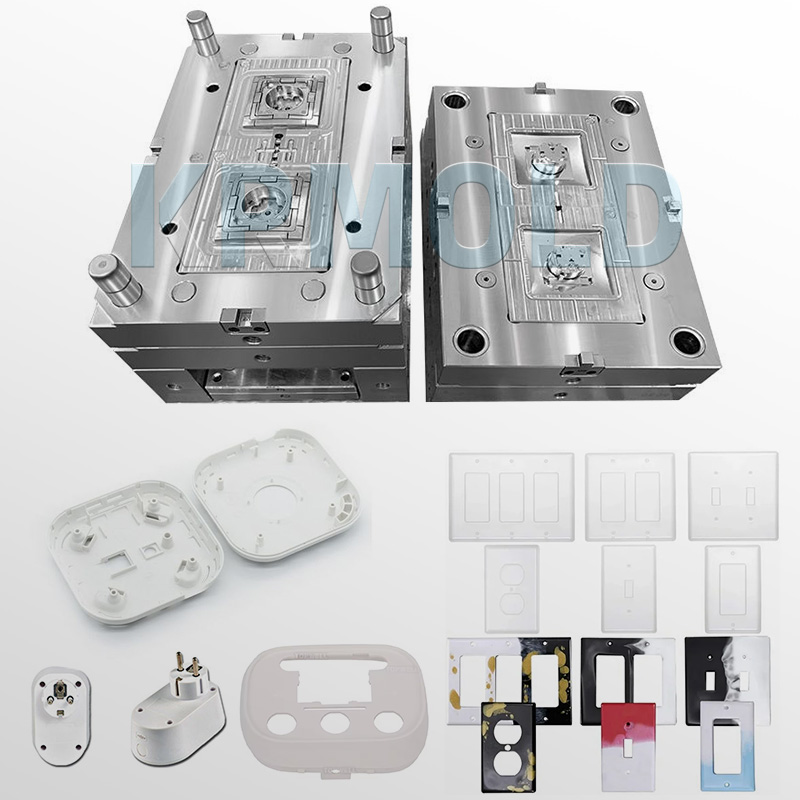
As small home appliance products are often subject to frequent upgrades and functional improvements, traditional mold design methods are often unable to quickly adapt to these changes. Modular design provides a more flexible and efficient solution by supporting the rapid replacement of cavity components. For example, the coffee maker housing mold uses a bolt-on structure that allows the fit of the support base and template to be quickly adjusted. When a different style or model of coffee maker needs to be produced, the cavity assembly can be simply replaced without having to redesign or remanufacture the entire mold. This not only greatly shortens the mold adjustment and production cycle, but also reduces waste and improves productivity in multi-species small-lot production.

In the injection molding process, the design of the cooling system is crucial, directly affecting the molding cycle and product quality. In order to cope with the demand for efficient production of small home appliance injection molds, modern molds are paying more and more attention to cooling system optimization. By rationally designing cooling channels and integrating advanced cooling technologies, cooling efficiency can be significantly improved and product thermal deformation problems can be reduced.
For example, optimized cooling systems can integrate cooling fins, aluminum heat sinks and layers of thermally conductive silicone grease, which can help distribute heat more evenly and accelerate the cooling process. Common examples include Rice Cooker Inner Pot Molds, Fan Blade Injection Molds and Vacuum Cleaner Housing Molds.

Modern small appliances often have complex structural designs, especially for thin-walled parts and inverted structures.
For thin-walled parts, such as rice cooker housings and vacuum cleaner dust canisters, KRMOLD usually adopts the inner slide core pulling technology when designing the molds, which can help to achieve a finer plastic flow and avoid deformation of thin-walled parts during the injection process. In addition, for parts with inverted structures (such as the inverted design on the inside of a vacuum cleaner dust bin), designers often use curved pins with reverse rows, or a combination of internal sliders and tilting pins to ensure that these complex structures can be demolded smoothly after cooling, maintaining the integrity of the part.
Small Appliance Housing Molding Process
——
(1) Melting plastic
The plastic raw material for small appliance components is heated to a molten state in the charging cylinder of the injection molding machine. The melting process is usually controlled by a temperature control system to ensure the flow of the plastic during the injection process. Common temperature controls range from 200°C to 350°C, depending on the type of plastic and product requirements.
(2) Injection Stage
Molten plastic is pushed through the injection screw (or piston) at high pressure into the cavity of the small appliances injection mold. This stage requires control of the injection speed, injection pressure and screw rotation speed to ensure that the plastic uniformly fills the entire cavity to avoid air bubbles, burning and other defects.
(3) Pressure preservation stage
After the injection of molten plastic, the injection molding machine to maintain a certain pressure to ensure that the plastic fully fill the mold cavity, to avoid shrinkage due to cooling resulting in unstable size of the finished small appliances. The holding pressure is usually lower than the injection pressure, but is maintained for a certain period of time to ensure the integrity and precision of the plastic part.
(4) Cooling Stage
Plastic parts undergo a cooling period in the mold, and this stage is one of the most important parts of the molding process. Cooling water is usually circulated through the cooling channels in the mold to quickly reduce the temperature of the plastic and allow it to solidify. The cooling time is influenced by factors such as mold construction, plastic material and wall thickness. Thin walled design parts have a shorter cooling time, usually between 30 seconds and 2 minutes.
(5) Demolding Stage
After cooling is completed, the mold opens and closes, and the small home appliance plastic parts are released from the mold. During the demolding process, the shape and structure of the part need to be taken into account to ensure that there is no damage. For complex parts, techniques such as core-extraction mechanisms and slider systems are usually used to ensure smooth demolding of the product.
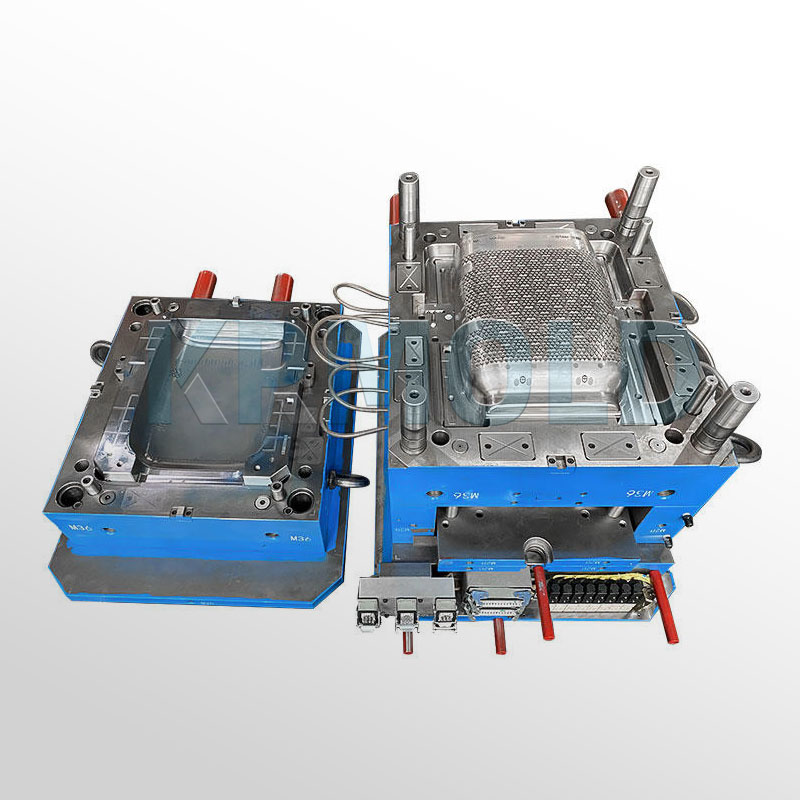
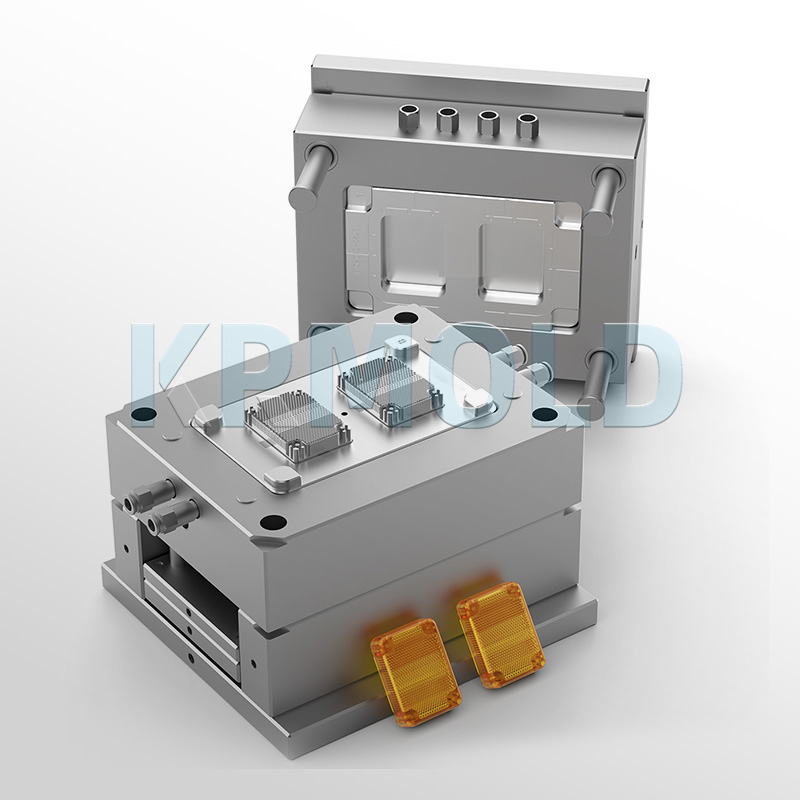
Small Appliance Housing Mold Application
—

Why Choose KRMOLD?
—
1.One-stop full-process service
We provide full-process service from integrating requirements, mold design and manufacturing to delivery and after-sales service.
The technical team is deeply involved in the customer's product design stage, optimizing the mold structure and designing the mold drawings through the mold flow analysis software (such as Autodesk Moldflow, UGNX). Equipped with imported CNC, Shadick wire cutting machine, mirror discharge equipment and other precision processing equipment to achieve ±0.02mm precision;
We have a large-scale intelligent workshop to support secondary processing such as silk-screen printing, welding, spraying, etc. We strictly implement the quality system of ISO13485 and IATF16949; meanwhile, we provide free transportation, regular mold maintenance and one-year warranty service.
2.Complete quality control system
There is a full chain production workshop, using Makino five-axis machining centers, Haitian injection molding machines and other well-known equipment at home and abroad to avoid delays in outgoing processing. Through the CMM coordinate measuring machine, three-dimensional inspection instrument full inspection of key dimensions, the implementation of PDCA cycle quality management. Meanwhile, we provide complete quality inspection report of injection molds.
3.Accurate delivery control to guarantee the project schedule
Through digital management, production progress monitoring from the beginning of the order, for different orders and delivery date for data monitoring, once there are factors that may be delayed, immediately arrange to speed up the production schedule, to ensure that the customer in the delivery period to complete the manufacturing of plastic injection molds.
Specify the type of plastic (e.g. PP, ABS) and post-processing requirements (e.g. spraying, silk-screen printing), and provide 2D or 3D plastic part drawings should be provided. At the same time, provide the production volume, appearance requirements, tolerance standards, etc.
Generally speaking, our engineers will start to prepare the quotation immediately after the customer provides the complete production requirements. Usually it takes about 1-3 days.
The lead time for regular injection molds is usually 30-60 days, and may be longer for complex molds. For example, the typical lead time for liquid silicone molds is around 60 days, covering design, manufacturing, mold testing, etc.
High-precision processing technology: High-precision equipment such as CNC machining centers (CNC) and electric discharge machining (EDM) are used to optimize the design process in combination with CAD/CAM software. Quality control: Inspection of key dimensions of the mold by Coordinate Measuring Machine (CMM) and verification of multiple sample batches during the trial molding stage. Material Selection: Use die steel with high wear resistance (e.g. H13, S136) and surface treatment (e.g. nitriding, chrome plating) for die nuts to extend the life.
After every 50,000 molds, check the guide pillar, ejector pin and other wear parts, and clean up the residual plastic and rust on the mold surface. Use high temperature grease for sliding parts (e.g. tilt top, slider) to reduce friction loss. Ensure that the water circuit is smooth and the temperature difference is ≤5℃ to avoid cracking of the mold due to thermal stress.
Mould cost of materials accounted for about 30-40% (such as 1 ton of P20 steel price of about 20,000 yuan), processing costs accounted for more than 50% (CNC labor hourly rate of about 80-150 yuan / hour). Small batch production can choose aluminum mold or simplify the structural design; more than 100,000 pieces is recommended to use carbide inserts to enhance life!
Mould injection products need to fully meet the design requirements (such as size, appearance), and can be continuous and stable production. Mold marking, inspection reports (such as material hardness test) and engineering drawings should be complete.
Mould steel (such as S136H, NAK80 and other imported materials cost more) and the type of mold embryo (aluminum mold short-term cost is low but short life) directly affect the cost, the use of CAD/CAE/CAM design technology, hot runner system, etc. will increase the upfront investment, but can enhance the long-term benefits (such as reducing the sprues, increase production capacity).


