

Specification Of Car Bumper Injection Mold
——
| Mold Base | LKM, HASCO, DME |
| Mold Material | P20,S136,718 ect |
| Products Material | PC,PP,ABS,PPS,PE ect |
| Steel Hardness | HRC28 - HRC60 |
| Steel Treatment | Quenching / Nitrided / Heat etc |
| Mold Runner | Hot/Cold Runner |
| Mold Software | CAD.CAM.PROE.UG ect |
| Mold Life | 50K Times |
| Gate Type Products Size | Side gate, Sub gate, Pin point gate, Edge gate etc |
| Mold Cavity | Single Cavity / Multi Cavity |
Description Of Plastic Bumper Injection Mold
——
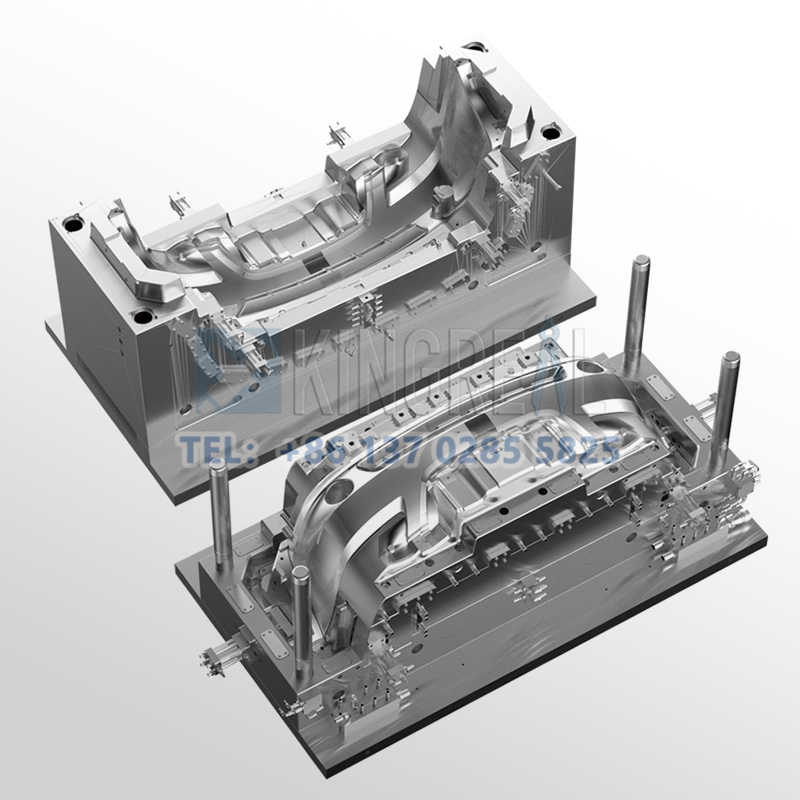
The front bumper of a car is one of the most important appearance parts of a car, in order to ensure sufficient strength and rigidity, and at the same time to achieve the realization of its own lightweight need to adopt the plastic, commonly known as plastic bumper injection molding. krmold, as a professional manufacturer of injection molds, according to the customer's production needs for the design of molds, manufacturing and testing of the whole process of modification of the production services, which help the automotive industry customers to complete a number of car bumper injection mold solution design, and cooling system optimization have made great breakthroughs. KRMOLD, as a professional injection mold manufacturer, is able to design and manufacture the whole process of production services according to the customer's production requirements, including helping customers in the automotive industry to complete the design of car bumper injection mold solutions for many times, and make great breakthroughs in the design of the mold structure and optimization of the cooling system.
Car bumper injection mold is a special tool designed for mass production of car bumper, through high temperature molten plastic injected into the mold cavity, cooling and molding to get the bumper parts in line with the design requirements.KRMOLD Plastic Bumper Injection Mold raw materials are usually used in the pre-hardened steel (such as 1.2738, P20), stainless steel (S136), hardness HRC 30-50, to ensure that the hardness is not too high, and the hardness is not too high, and the hardness is not too high. The hardness of HRC 30-50 ensures wear resistance and long service life and can be adapted to the injection molding process of dissolution, injection and cooling of different raw materials for automotive bumper products, such as polypropylene-based materials, thermoplastic polyolefins and glass-fiber reinforced materials.

Design Feature Of Auto bumper Mould
——
★Characteristics of Auto bumper Mould plastic parts:
1. Complex shape, large size, wall thickness is relatively small, belongs to large thin-walled molded parts.
2. There are many holes and reinforcement bars in the parts, and the melt flow resistance of injection molding is big.
3. There are three inverted buckles on the inner side of the molded part, and it is very difficult to extract the core laterally at each place.
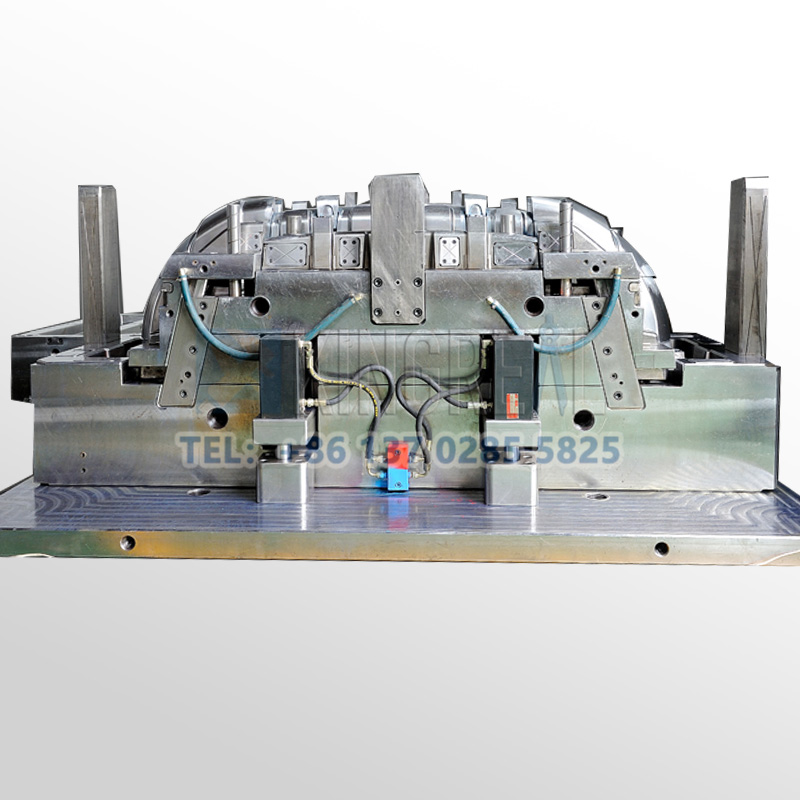
"According to the actual characteristics of Auto bumper mold, KRMOLD adopts advanced internal parting surface technology in the design and production of Plastic Bumper Injection Mold, and designs air venting groove and air avoidance groove to adapt to the large number of through holes in Auto bumper mold, some of which are also large in area. The pouring system of the Auto bumper Mould adopts an integrated hot runner system to control the opening and closing of the eight hot nozzles by means of the drive of the overcylinder, which achieves the ideal result of no fusion marks on the surface of the molded parts. "
★The overall design effect of Auto bumper Mould:
1.Auto bumper Mould adopts internal parting technology, which ensures the beautiful appearance of the molded parts.
2.Car Bumper Injection Mold adopts the secondary core pulling structure of “Compound Slanting Top”, which solves the problem of lateral core pulling in the complex parts of the molded parts.
3.Car Bumper Injection Mold adopts eight-point needle valve sequence valve hot runner casting system, which solves the problem of melt filling for large thin-walled molded parts.
4.Auto bumper mold adopts hydraulic pressure as the power of demolding system, which solves the problem of large demolding force and difficult reset of pushing parts.


Auto bumper Mould Production Process
——

Gas Assisted Injection Molding (GAIM) Process
Auto bumper Mould adopts Gas Assisted Injection Molding (GAIM) process, which can inject a fixed amount of molten plastic (e.g. PP, ABS, etc.) into the cavity of the mold, and the filling volume is controlled at 75%-99.9%, with a part of the space left for gas infiltration. The volume shrinkage of the thick-walled area is filled by gas holding pressure, solving the problem of shrinkage marks on the surface of the bumper, and the hollow design of the Auto bumper Mould reduces the amount of material used (saving 8%-15%), and improves the rigidity and deformation resistance of the reinforcement.

Auto bumper Mould adopts the MuCell process to inject supercritical nitrogen (N₂) or carbon dioxide (CO₂) into the melt to form a single-phase fluid mixture. After the melt is injected into the mold, the pressure drop triggers the diffusion of the gas into the nucleus, forming a uniform closed-cell structure with a diameter of 1-100μm. The interior of the bumper has a “sandwich” structure (dense skin + foam core), and Auto bumper Mould is able to realize a cellular structure by means of the MuCell process, which significantly reduces the weight of the bumper while maintaining its mechanical properties (e.g. impact resistance).
Why choose us?
——
1.One-stop full-process service
We provide full-process service from integrating requirements, mold design and manufacturing to delivery and after-sales service.
The technical team is deeply involved in the customer's product design stage, optimizing the mold structure and designing the mold drawings through the mold flow analysis software (such as Autodesk Moldflow, UGNX). Equipped with imported CNC, Shadick wire cutting machine, mirror discharge equipment and other precision processing equipment to achieve ±0.02mm precision;
We have a large-scale intelligent workshop to support secondary processing such as silk-screen printing, welding, spraying, etc. We strictly implement the quality system of ISO13485 and IATF16949; meanwhile, we provide free transportation, regular mold maintenance and one-year warranty service.
2. Provide injection molds in the factory trial mold modification services
The production workshop is equipped with injection molding machines of famous brands at home and abroad, such as Nissei and Toshiba of Japan, etc. We provide customers with factory trial mold testing services to ensure the quality and precision of the molds. We provide inspection report after mold trial and assist customers to adjust injection parameters.
3. Rich experience in project production
Serving 20+ industries such as medical, automotive, 3C electronics, etc. Cases cover precision medical device molds, automotive connectors and other complex parts. Cooperated brands include Ford, Mercedes-Benz, BMW, Audi and Great Wall Motor.
A team of engineers with more than 10 years of experience to provide product structure optimization and cost control suggestions
Specify the type of plastic (e.g. PP, ABS) and post-processing requirements (e.g. spraying, silk-screen printing), and provide 2D or 3D plastic part drawings should be provided. At the same time, provide the production volume, appearance requirements, tolerance standards, etc.
Generally speaking, our engineers will start to prepare the quotation immediately after the customer provides the complete production requirements. Usually it takes about 1-3 days.
The lead time for regular injection molds is usually 30-60 days, and may be longer for complex molds. For example, the typical lead time for liquid silicone molds is around 60 days, covering design, manufacturing, mold testing, etc.
High-precision processing technology: High-precision equipment such as CNC machining centers (CNC) and electric discharge machining (EDM) are used to optimize the design process in combination with CAD/CAM software. Quality control: Inspection of key dimensions of the mold by Coordinate Measuring Machine (CMM) and verification of multiple sample batches during the trial molding stage. Material Selection: Use die steel with high wear resistance (e.g. H13, S136) and surface treatment (e.g. nitriding, chrome plating) for die nuts to extend the life.
After every 50,000 molds, check the guide pillar, ejector pin and other wear parts, and clean up the residual plastic and rust on the mold surface. Use high temperature grease for sliding parts (e.g. tilt top, slider) to reduce friction loss. Ensure that the water circuit is smooth and the temperature difference is ≤5℃ to avoid cracking of the mold due to thermal stress.
Mould cost of materials accounted for about 30-40% (such as 1 ton of P20 steel price of about 20,000 yuan), processing costs accounted for more than 50% (CNC labor hourly rate of about 80-150 yuan / hour). Small batch production can choose aluminum mold or simplify the structural design; more than 100,000 pieces is recommended to use carbide inserts to enhance life!
Mould injection products need to fully meet the design requirements (such as size, appearance), and can be continuous and stable production. Mold marking, inspection reports (such as material hardness test) and engineering drawings should be complete.
Mould steel (such as S136H, NAK80 and other imported materials cost more) and the type of mold embryo (aluminum mold short-term cost is low but short life) directly affect the cost, the use of CAD/CAE/CAM design technology, hot runner system, etc. will increase the upfront investment, but can enhance the long-term benefits (such as reducing the sprues, increase production capacity).


