

Specific Of Automotive Glove Box Injection Mould
——
| Mold Base | LKM, HASCO, DME Or Other |
| Mold Material | P20, 718, 8407, Nak80, H13, S136, DIN 1.2738, DINT |
| Standard | HASCO, DME, MISUMI, PUNCH |
| Auto Glove Box Material | PC/ABS, ABS, PC, PVC, PA66, POM or your requirement |
| Runner | Cold/Hot Runner |
| Gate Type Products Size | Side gate, Sub gate, Pin point gate, Edge gate etc |
| Mold Cavity | Single Cavity / Family Molds / Multi Cavity |
| Auto Glove Box Size (inch) | 40*22*15 cm |
| Processes | Injection moulding |
Description Of Automotive Glove Box Injection Mould
——
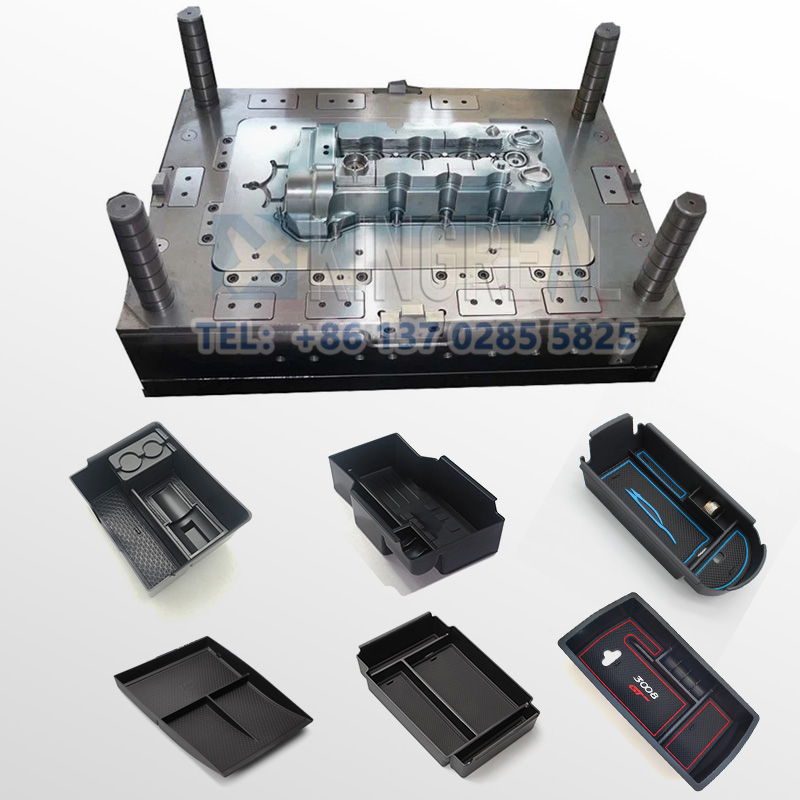
Automotive Glove Box Injection Mould produces automotive glove box parts for storage by injecting molten plastic into the mold cavity and molding it into a specific shape after cooling, which needs to take into account the aesthetics, durability and functionality. Automotive Glove Box Injection Mould is a key tool in the manufacture of automotive interiors, and its design and manufacture directly affects the quality, cost and production efficiency of automotive parts, and plays a key role in the assessment of the overall cost of the automotive manufacturing industry.
Automotive Glove Box Injection Mould and Automotive Instrument Panel Mould, Automotive Door Inner Shelter Mould, Automotive Seat Parts Mould, Automotive Roof Mould, etc., are the most popular injection mold products for automotive interior injection molding. According to the development needs of the automobile industry, different types of car models need to be matched with different types of injection molds for batch injection molding to produce plastic parts for automobile interiors.

Component Of Central Glove Box Injection Mold
——
1. Injection Mold Cavity (Cavity & Core): the core part that determines the shape of the glove box, usually made of high hardness steel (such as P20, H13).
2. Injection Mold For Car Glove Pouring System (Runner & Gate): Controls the flow of plastic into the cavity, which directly affects the molding quality.
3. Automotive Glove Box Injection Mould Cooling System: Built-in water circuit to ensure uniform cooling, reduce deformation and shorten production cycle.
4. Automotive Glove Box Injection Mould Ejector System: Used for demolding to avoid parts damage.
5. Central Glove Box Injection Mold Slider/slant top structure: Handles recessed or complex geometries inside the glove box.
Manufacturing Process Of Central Glove Box Injection Mold
——

According to the customer's actual production requirements, such as the functional requirements of the glove box, raw materials, surface treatment requirements and production output, etc., the 3D model of the automotive glove box is constructed using CAD software to ensure that it matches the structure of the entire vehicle instrument panel.
Next, we need to design the parting line of the Central Glove Box Injection Mold to ensure smooth demolding and no flying edges, and simulate the plastic flow through software (e.g. Moldflow) to predict the uneven filling, fusion line, shrinkage marks and other problems.

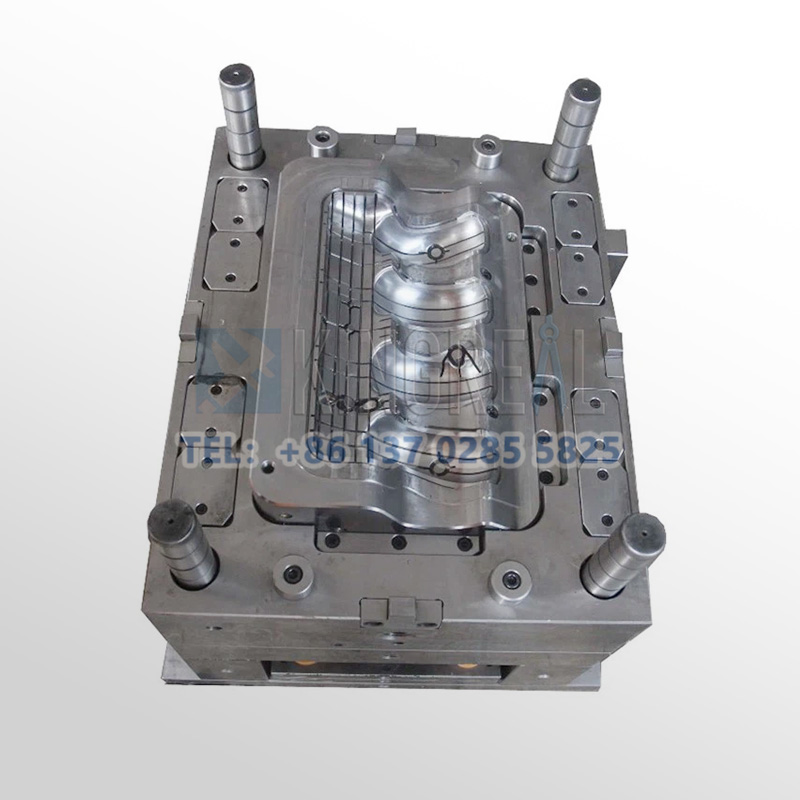
Central Glove Box Injection Mold cavities (Cavity) and cores (Core) are processed using 5-axis CNC machine tools, and the pouring system (main flow channel, manifold, gate) and cooling waterway are processed to ensure uniform filling and cooling. Next, EDM is used to process complex geometries of injection molds that are difficult to mold by CNC (e.g., deep grooves, sharp corners), corrode the steel by electrode discharge, and process precision inserts or small holes by wire-cutting.

KRMOLD has internationally renowned injection molding machines, which are used to carry out the quality testing process of trial mold debugging for the injection molds manufactured by KRMOLD, and to check the dimensions of the Central Glove Box Injection Mold trial mold pieces, The Central Glove Box Injection Mold test pieces are tested for dimensions, appearance and functionality, such as smoothness of opening and closing.
Common Injection Molding Processes
——
Our advantage

Double Shot injection mold is used to manufacture glove box with composite functions, such as wear-resistant ABS on the outer layer and soft TPE on the inner layer of the damping structure, or combining different colors to achieve the aesthetic requirements of the interior. The multi-material injection molding process can help automotive interior parts to reduce assembly steps and improve functional integration.

In-Mold Decoration embeds pre-printed films (e.g., wood grain, carbon fiber texture) into the mold cavity during the injection molding process, which is directly molded into the surface of the glove box, avoiding post-processing steps. It can be put to help automotive interior parts to improve the surface wear resistance and decorative effect, in line with the needs of luxury models.

Gas-Assisted Injection injects high-pressure gas into the injection process to push the molten plastic to fill the thin-walled area, solving the problem of insufficient filling of the complex structure of the glove box (such as reinforcing bars).Gas-Assisted Injection can help automotive plastic parts to reduce the waste of materials and reduce internal stress.
Why Choose Us?
——
1.One-stop full-process service
We provide full-process service from integrating requirements, mold design and manufacturing to delivery and after-sales service.
The technical team is deeply involved in the customer's product design stage, optimizing the mold structure and designing the mold drawings through the mold flow analysis software (such as Autodesk Moldflow, UGNX). Equipped with imported CNC, Shadick wire cutting machine, mirror discharge equipment and other precision processing equipment to achieve ±0.02mm precision;
We have a large-scale intelligent workshop to support secondary processing such as silk-screen printing, welding, spraying, etc. We strictly implement the quality system of ISO13485 and IATF16949; meanwhile, we provide free transportation, regular mold maintenance and one-year warranty service.
2.Complete quality control system
There is a full chain production workshop, using Makino five-axis machining centers, Haitian injection molding machines and other well-known equipment at home and abroad to avoid delays in outgoing processing. Through the CMM coordinate measuring machine, three-dimensional inspection instrument full inspection of key dimensions, the implementation of PDCA cycle quality management. Meanwhile, we provide complete quality inspection report of injection molds.
3.Accurate delivery control to guarantee the project schedule
Through digital management, production progress monitoring from the beginning of the order, for different orders and delivery date for data monitoring, once there are factors that may be delayed, immediately arrange to speed up the production schedule, to ensure that the customer in the delivery period to complete the manufacturing of plastic injection molds.
Specify the type of plastic (e.g. PP, ABS) and post-processing requirements (e.g. spraying, silk-screen printing), and provide 2D or 3D plastic part drawings should be provided. At the same time, provide the production volume, appearance requirements, tolerance standards, etc.
Generally speaking, our engineers will start to prepare the quotation immediately after the customer provides the complete production requirements. Usually it takes about 1-3 days.
The lead time for regular injection molds is usually 30-60 days, and may be longer for complex molds. For example, the typical lead time for liquid silicone molds is around 60 days, covering design, manufacturing, mold testing, etc.
High-precision processing technology: High-precision equipment such as CNC machining centers (CNC) and electric discharge machining (EDM) are used to optimize the design process in combination with CAD/CAM software. Quality control: Inspection of key dimensions of the mold by Coordinate Measuring Machine (CMM) and verification of multiple sample batches during the trial molding stage. Material Selection: Use die steel with high wear resistance (e.g. H13, S136) and surface treatment (e.g. nitriding, chrome plating) for die nuts to extend the life.
After every 50,000 molds, check the guide pillar, ejector pin and other wear parts, and clean up the residual plastic and rust on the mold surface. Use high temperature grease for sliding parts (e.g. tilt top, slider) to reduce friction loss. Ensure that the water circuit is smooth and the temperature difference is ≤5℃ to avoid cracking of the mold due to thermal stress.
Mould cost of materials accounted for about 30-40% (such as 1 ton of P20 steel price of about 20,000 yuan), processing costs accounted for more than 50% (CNC labor hourly rate of about 80-150 yuan / hour). Small batch production can choose aluminum mold or simplify the structural design; more than 100,000 pieces is recommended to use carbide inserts to enhance life!
Mould injection products need to fully meet the design requirements (such as size, appearance), and can be continuous and stable production. Mold marking, inspection reports (such as material hardness test) and engineering drawings should be complete.
Mould steel (such as S136H, NAK80 and other imported materials cost more) and the type of mold embryo (aluminum mold short-term cost is low but short life) directly affect the cost, the use of CAD/CAE/CAM design technology, hot runner system, etc. will increase the upfront investment, but can enhance the long-term benefits (such as reducing the sprues, increase production capacity).


