

Auto Rearview Mirror Mold Solution
——
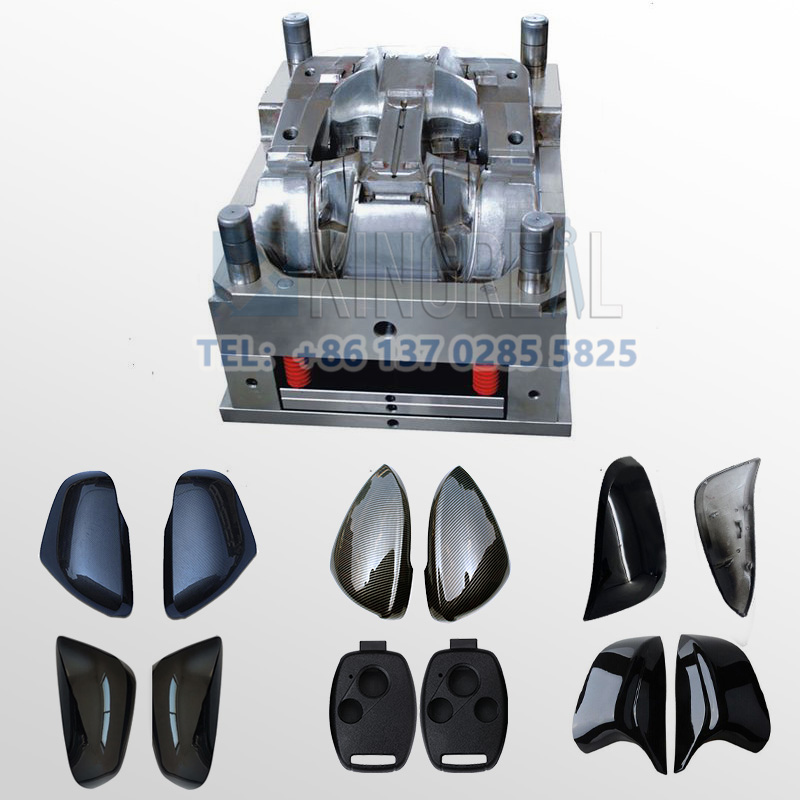
KRMOLD offers a complete Auto Rearview Mirror Mold Solution for the mass production of automotive mirror housings, frames, and related components. the Auto Rearview Mirror Mold is adapted to the streamlined curved surfaces and aerodynamic design of the housing molding process. Auto Rearview Mirror Mold is suitable for streamlined curved surface and aerodynamic design, and can complete the molding process of the shell, and also supports the embedding or reserving of mounting positions for components such as turn signals, cameras, heating elements, etc., as well as the processing of high-gloss, leather texture, plating, and other appearance effects.
KRMOLD is committed to meeting the specific needs of the automotive industry by providing precise and durable molds for the production of mirrors for a variety of vehicles.KRMOLD automotive mirror molds are carefully crafted using advanced technology and high-quality materials to ensure excellent performance and longevity, with a lifespan of 20-30K times.

Auto Rearview Mirror Mold Machining Process Service
——

3D modeling and CAD drawing, according to the external dimensions of the mirror, material characteristics (such as ABS or ASA) and functional requirements, 3D modeling and parting surface design, to ensure that the direction of demolding is reasonable and to reduce the impact of the inverted structure.

Commonly used mold steels include NAK800 (high wear resistance) and 2344 (pre-hardened), the hardness of the moving mold and the fixed mold need to be differentiated to extend the life of the design, the use of machining (CNC), electric discharge machining (EDM) and wire-cutting and other techniques to process the complex structure of the slanting top, sliding block, etc., to ensure that the accuracy of the buckling area

Verify the dimensional accuracy of the mold and the matching degree of the action of the core pulling mechanism through the trial mold, and use the coordinate measuring machine (CMM) to inspect the key parts. Adjust the layout of the cooling water circuit or optimize the holding pressure parameter for problems such as warpage and deformation, fusion marks, etc.
Auto Rearview Mirror Mold Design Feature
——
1. Structure analysis and parting surface design
The parting surface of injection molds should be set at the largest contour to ensure smooth demolding and reduce the impact of appearance lines on the product aesthetics. For example, automotive rearview mirror shells are mostly streamlined curved surfaces, and the parting surface is usually designed along the largest contour of the surface to avoid the parting line from being exposed.
Mirror shells often have more than one buckle (such as the outer side of a large area of the buckle, the inner side of a number of buckles), the need for slider core extraction and tilt top core extraction mechanism to achieve demolding. The outer side buckle usually adopts slanting slider core extraction, while the inner side buckle combines slanting top and straight top structure.
2. Material selection and process parameters
ABS is preferred as the raw material for injection molding products because of its excellent overall performance, including high impact resistance, good moldability, dimensional stability and surface finish.The theoretical shrinkage rate of ABS is usually taken as 0.5% or 1.005 (adjusted according to the specific process). Wall thickness needs to be uniform (generally 1.5-3mm) to avoid shrinkage, warpage or filling difficulties due to uneven thickness. Wall thickness distribution should be detected by the thickness analysis function of Solidworks and other tools.
Design the inner and outer walls with sufficient draft slope (usually 1°-2°) to ensure smooth mold release and reduce the risk of strain. Verify the design using the mold pullout analysis tool.
3. Pouring system and cooling system
The automotive rearview mirror injection mold is designed with hot runner + cold runner combination to improve filling efficiency and reduce runner waste. For the mirror shell with high appearance requirement, the gate position should be controlled to minimize the fusion marks. Both front and rear molds need to be designed with dense water lines (e.g., 4 inlet and 4 outlet), adopting the combination of “straight-through water pipe + inclined water line + water well” to ensure uniform cooling. Inclined slider and straight top and other heat concentration areas need to design a separate cooling water circuit.



Specification Of Car Rearview Mirror Shell Mould
——
| Car Rearview Mirror Shell Material | ABS |
| Steel Type | 718, S136, H13, etc. |
| Mold Cavity | L1+R1 |
| Hardness of Cavity & Core | 32-50HRC |
| Hardness of Wear Parts | 55-60HRC |
| Injection System | Hot Runner |
| Surface Finish | High polish |
| Mould Lifetime | 50K Times |
| Solid Works, UG, Pro-E, etc. |
About KRMOLD
—
KRMOLD focuses on the field of precision mold design and production, with a manufacturing team of 200+ professional technicians, a technical R&D team of 30+ engineers, and a full-cycle service team covering pre-sales consultation to after-sales maintenance, providing full-process services ranging from mold design, precision processing to injection molding.
Kingreal Mold is equipped with international first-class equipment such as CNC machining centers, Japan Makino precision spark machine, Japan Shadick wire cutting machine, Japan Toshiba injection molding machine and other domestic and international famous brands of production equipment, to achieve ± 0.002mm processing accuracy, to meet the needs of a variety of high-precision plastic injection molds.

FAQ
—
1.How to get a quote for custom injection molds?
Specify the type of plastic (e.g. PP, ABS) and post-processing requirements (e.g. spraying, silk-screen printing), and provide 2D or 3D plastic part drawings should be provided. At the same time, provide the production volume, appearance requirements, tolerance standards, etc.
2. How long does it take to get a quote for an injection mold?
Generally speaking, our engineers will start to prepare the quotation immediately after the customer provides the complete production requirements. Usually it takes about 1-3 days.
3. What is the lead time for injection molds?
The lead time for regular injection molds is usually 30-60 days, and may be longer for complex molds. For example, the typical lead time for liquid silicone molds is around 60 days, covering design, manufacturing, mold testing, etc.
Specify the type of plastic (e.g. PP, ABS) and post-processing requirements (e.g. spraying, silk-screen printing), and provide 2D or 3D plastic part drawings should be provided. At the same time, provide the production volume, appearance requirements, tolerance standards, etc.
Generally speaking, our engineers will start to prepare the quotation immediately after the customer provides the complete production requirements. Usually it takes about 1-3 days.
The lead time for regular injection molds is usually 30-60 days, and may be longer for complex molds. For example, the typical lead time for liquid silicone molds is around 60 days, covering design, manufacturing, mold testing, etc.
High-precision processing technology: High-precision equipment such as CNC machining centers (CNC) and electric discharge machining (EDM) are used to optimize the design process in combination with CAD/CAM software. Quality control: Inspection of key dimensions of the mold by Coordinate Measuring Machine (CMM) and verification of multiple sample batches during the trial molding stage. Material Selection: Use die steel with high wear resistance (e.g. H13, S136) and surface treatment (e.g. nitriding, chrome plating) for die nuts to extend the life.
After every 50,000 molds, check the guide pillar, ejector pin and other wear parts, and clean up the residual plastic and rust on the mold surface. Use high temperature grease for sliding parts (e.g. tilt top, slider) to reduce friction loss. Ensure that the water circuit is smooth and the temperature difference is ≤5℃ to avoid cracking of the mold due to thermal stress.
Mould cost of materials accounted for about 30-40% (such as 1 ton of P20 steel price of about 20,000 yuan), processing costs accounted for more than 50% (CNC labor hourly rate of about 80-150 yuan / hour). Small batch production can choose aluminum mold or simplify the structural design; more than 100,000 pieces is recommended to use carbide inserts to enhance life!
Mould injection products need to fully meet the design requirements (such as size, appearance), and can be continuous and stable production. Mold marking, inspection reports (such as material hardness test) and engineering drawings should be complete.
Mould steel (such as S136H, NAK80 and other imported materials cost more) and the type of mold embryo (aluminum mold short-term cost is low but short life) directly affect the cost, the use of CAD/CAE/CAM design technology, hot runner system, etc. will increase the upfront investment, but can enhance the long-term benefits (such as reducing the sprues, increase production capacity).


